ISSN: 2810-8027 (En línea)
Volumen 3, Número 2
Julio-Diciembre | 2022
e008
https://doi.org/10.54353/ritp.v3i2.e008
|
Transformación
de fibra de alpaca en hilo rústico, mediante el prototipado de máquinas
familiares con la Fabricación Digital de la Industria 4.0
|
Transformation of alpaca fiber into rustic thread, through the
prototyping of family machines with the Digital Manufacturing of Industry 4.0
|
|
José Mauricio
Díaz Jurado  1a, Raúl Valdivia Saravia 1b, Carlos Alberto Aldahir
Romaní Yerrén 1c* y Jhordan Berrocal Cueto 1d 1a, Raúl Valdivia Saravia 1b, Carlos Alberto Aldahir
Romaní Yerrén 1c* y Jhordan Berrocal Cueto 1d
|
1
Centro de Innovación
Productiva y Transferencia Tecnológica Textil Camélidos Cusco (CITEtextil Cusco),
Instituto Tecnológico de la Producción (ITP), Cusco, Perú.
a mdiazj@itp.gob.pe, brvaldivias@itp.gob.pe,
ccromani@itp.gob.pe, djberrocal@itp.gob.pe
* Autor de correspondencia
| Recibido: 28/10/22 |
| Arbitrado por pares |
| Aceptado: 05/01/23 |
Resumen
El
hilo rustico es obtenido a partir de la fibra de alpaca en brosa mediante los
procesos de escarmenado, lavado, cardado e hilado, dicha secuencia de procesos consiste
en realizar la limpieza de la fibra, uniformizar y retorcer. La transformación
de la fibra es realizada por los productores y transformadores primarios de
fibra de alpaca utilizando instrumentos de madera prehispánico y en forma
manual. En la actualidad, son muy pocos los productores de hilo rustico de
fibra de alpaca, la mayoría de la fibra esquilada se vende en bruto a las
grandes empresas de la región de Arequipa. La escasez de la tecnología de bajo
costo les imposibilita a transformar su materia prima en hilo rustico con un mayor
valor agregado. Por consiguiente, el objetivo de esta investigación fue obtener
hilo rustico mediante las máquinas de transformación de fibra de alpaca de
tamaño familiar, fabricadas mediante la manufactura digital de la industria 4.0.
La construcción de las máquinas de transformación comprendió el diseño de una escarmenadora,
una cardadora y una hiladora, siendo esta última la única que es alimentada por
un panel solar. Los resultados demostraron que el trabajo en serie de las
máquinas puede procesar hasta 5 kg de fibra de alpaca por día.
Palabras
claves: Fibra de alpaca, transformación de fibra, escarmenadora,
cardadora, hiladora, industria 4.0
Abstract
The
rustic thread is obtained from the rough alpaca fiber through the processes of
scraping, washing, carding and spinning, this sequence of processes consists of
cleaning the fiber, standardizing and twisting. The transformation of the fiber
is carried out by the producers and primary transformers of alpaca fiber using
pre-Hispanic wooden instruments and manually. Currently, there are very few
producers of rustic alpaca fiber yarn, most of the sheared fiber is sold raw to
large companies in the Arequipa region. The scarcity of low-cost technology
makes it impossible for them to transform their raw material into rustic yarn
with greater added value. Therefore, the objective of this research was obtain
rustic yarn through family-size alpaca fiber transformation machines,
manufactured through the digital manufacturing of 4.0 technology. The
construction of the transformation machines includes the design of a Scraper, a
Carder and a Spinner, the latter being the only one that is powered by a solar
panel. The results showed that the serial work of the machines can process up
to 5 kg of alpaca fiber per day.
Keywords:
Alpaca fiber, fiber transformation, wool Picker, carding machine, spinner, industry
4.0
Introducción
El
87% de la población mundial de alpacas se encuentra en Perú; por ello, existe
un mercado competitivo para la industria textil. Actualmente, el sector
alpaquero peruano es el proveedor de más de 4 500 toneladas de fibra de alpaca,
materia prima importante para la industria. Sin embargo, los ingresos que perciben
los productores son ínfimos y son categorizados en situación de extrema pobreza.
En la región del Cusco son más de 20,000 familias y a nivel nacional más de
120,000 familias dedicadas a esta actividad, donde más del 90% de criadores
tienen entre 40 y 120 alpacas, siendo su ingreso anual promedio de S/ 2200.
La gran mayoría de las familias criadoras de alpaca vende
la fibra esquila en bruta y algunos de ellos se dedican a la elaboración de
prendas artesanales por tradición, las cuales son ofertadas en ferias comunales
y distritales, y en algunos casos son vendidas a turistas. Sin embargo, son muy
pocos los productos que venden y de muy baja calidad, ya que no cuentan con
máquinas familiares para poder obtener una mayor cantidad hilado y de mejor
calidad.
Se realizó la revisión bibliográfica de los
principales antecedentes en la construcción de máquinas con similar
funcionamiento a los procesos de escarmenado, cardado y lavado. Respecto a
ello, en el Perú, se ha prototipado una máquina escarmenadora en forma de
péndulo, el funcionamiento es 100% manual, capacidad de producción 4,8kg/8
horas de trabajo, con un costo de S/ 6000 (Almanza Lurita, s. f.).
También, se ha desarrollado una cardadora con un motor de ½ Hp, cuya producción
es 1kg/h y el costo total es S/ 4074 (Quispe Alanoca & Quispe Alanoca,
s. f.). En el mercado extranjero, la empresa Susan’s Fiber oferta una
cardadora a $ 2 295 con funcionamiento completamente manual (Susan’s Fiber, s. f.).
Finalmente, referente a la máquina hiladora, la empresa Ashford, especializada
en desarrollo de tecnología basada en madera, desarrolló una hiladora que
utiliza energía eléctrica con toma directa y baterías cuando no hay red
eléctrica, el costo aproximado de dicho producto es $ 850 (Susan’s Fiber,
s. f.).
En todos los casos presentados anteriormente se
observa el elevado costo de las máquinas; además, de las condiciones de
suministro de energía eléctrica que muchas familias alpaqueras no cuentan. Por
lo tanto, para hacer frente a esta problemática expuesta la manufactura digital
es una propuesta de solución, ya que se pretende abaratar los costos de las
máquinas, siendo esta una herramienta de la industria 4.0 que ha abarcado la
mayoría los sectores productivos de bienes y servicios, consiguiendo así una
óptima producción en las cadenas de suministro (Lasi et al., 2014). En el
presente trabajo de investigación se presenta la obtención de hilo rústico
(hilado) mediante la aplicación de las tecnologías de industria 4.0 al
prototipado de máquinas familiares de transformación de la fibra de alpaca
(escarmenadora, cardadora e hiladora). En consecuencia, esto permitirá que las
familias dedicadas al sector textil obtengan una alternativa menos costosa para
mejorar el proceso de transformación y dar un valor agregado de calidad a los
subproductos que se elaboran a partir de fibra de alpaca (hilo, fieltro,
alfombras, otros).
Material y métodos
La
metodología de la investigación de este artículo científico se basa en la bibliografía
elegida para desarrollo de máquinas (Sánchez et al., 2021), el cual detalla
la construcción de una máquina, los pasos a seguir se describen a continuación:
1. Identificación
de los procesos involucrados: Se describe el proceso en forma generalizada y
luego los pasos que lo componen. Además, se identifican los procesos que realiza
la máquina.
2. Impacto
económico y/o social y/o ambiental de la máquina: Se refiere al impacto de los
métodos que puede traer en la construcción de una máquina.
3.
Construcción de la máquina: Se realiza un justificación
técnica - económica de la construcción de la máquina, se caracteriza la
máquina, se describe el funcionamiento del mismo y el proceso de manufactura de
sus componentes.
4. Partes
de la máquina: Se muestra los principales componentes de la máquina,
considerando el material y gráficas según corresponda.
5.
Diseño de la máquina: Se muestra un bosquejo de
la máquina ensamblada (vista superior, lateral, frontal e isométrica) para
explicar el concepto de solución integrado del sistema.
6. Características
disgregadas de la máquina: Se describe como los componentes se relacionan, para
ello se disgrega el sistema y se explica el principio de funcionamiento.
Transformación
de fibra de alpaca
En
la cadena productiva de la transformación textil de ha identificado 6 eslabones
(ver figura 1), en la presente investigación se abordará la “Transformación
primaria”. En dicho eslabón, se identificaron los procesos de escarmenado,
lavado, cardado e hilado (ver figura 2), a continuación, se detalla el flujo de
materia (fibra de alpaca) entre los procesos:
- Escarmenado:
En este proceso la fibra de alpaca ingresa en bruto, es decir la fibra esquilada
y clasifica aún se mantiene grasienta con suciedad. La finalidad de este
proceso es limpiar y separar la fibra, de manera que se pueda separar los elementos
extraños (tierra, piedras, etc.) de la fibra de alpaca.
- Lavado:
La entrada de este proceso es la fibra de alpaca separada y limpia en seco. El
objetivo de esta etapa es limpiar la fibra completamente mojado, es decir lavándolo
en unas tinas o pozas a una temperatura (40°C - 45°C) mayor a la ambiental.
- Cardado:
En este proceso ingresa fibra de alpaca seca y limpia (lavada y escarmenada).
En esta etapa de transformación, se paraleliza la fibra, haciendo que esta
quede uniformizada y obteniendo como producto las cintas cardadas.
- Hilado:
En esta etapa final de transformación, la entrada de materia es la cinta de
fibras paralelas, se realiza la torsión y retorsión a fin de obtener el hilado
artesanal.
Figura 1
Eslabones productivos en la cadena de
transformación textil

Figura 2
Procesos en la transformación primaria

Productos
artesanales y la industria 4.0
Los
productos artesanales son fabricados por los productores y transformadores
primarios de fibra de alpaca utilizando hilo rústico, en sus productos obtenidos
buscan aprovechar los colores naturales y los teñidos naturales de la fibra de
alpaca (Dibós & Garavito, 2017, pp. 45-49). En la actualidad, el impacto de
adoptar nuevas tecnologías de la industria 4.0 en la elaboración de sus
productos artesanales, tales como el hilo rústico y/o prendas, es crear
procedimientos de desarrollo industrial a través de los nuevos medios o
tecnologías industriales para que los productores y transformadores primario asimilen
en su producción (Alexandre et al., 2017). Es decir, si se quiere que los productores
y transformadores primarios adopten nuevas tecnologías, así como las máquinas
de transformación de fibra de alpaca, se debe incluir en el diseño de las máquinas
la cosmovisión andina de sus localidades.
Construcción
de la máquina
Actualmente,
en la macro región del Sur del Perú, para transformar la fibra de alpaca en
hilo rustico se sigue utilizando tecnologías ancestrales tales como la p’ushka
(Dibós & Garavito, 2017, p. 49). Existen equipos especializados de origen
extranjero para la realizar dichos procesos de transformación primaria, sin
embargo, el alto costo de adquisición y mantenimiento es un impedimento para la
adquisición por los productores y transformadores primarios de fibra de alpaca.
Por ello, en el presente trabajo de investigación se pretende abaratar los
costos, además, incluir en el diseño de las máquinas la cosmovisión andina
mediante la aplicación de la manufactura digital sustractiva de la industria
4.0.
Las máquinas construidas en el presente trabajo son la escarmenadora,
cardadora e hiladora. El funcionamiento de la escarmenadora consiste en separar
la fibra y la suciedad mediante un sistema mecánico de púas en un balancín y
una estructura de soporte con púas en la base inferior. La máquina cardadora
tiene la función de paralelizar la fibra de alpaca a través de un sistema
mecánico de rodillos con púas dentadas. Finalmente, la máquina hiladora tiene
la función de torcer y retorcer el hilo a dos o más cabos.
En el prototipado de las máquinas de transformación de
fibra de alpaca, se consideró aplicar la manufactura digital sustractiva
(industria 4.0), es decir los componentes de las máquinas primero serán
modelados en 3D (modelo CAD) y luego serán llevados a una máquina para realizar
cortes mediante un control numérico computarizado (CNC). En la figura 4, se
muestra el proceso de manufactura empleado para las piezas de la cardadora. La
aplicación de la manufactura digital sustractiva en planchas de madera prensada
permite el óptimo uso del material y la eficacia en la fabricación.
Figura 3
Disposición de los componentes de la
máquina para la manufactura
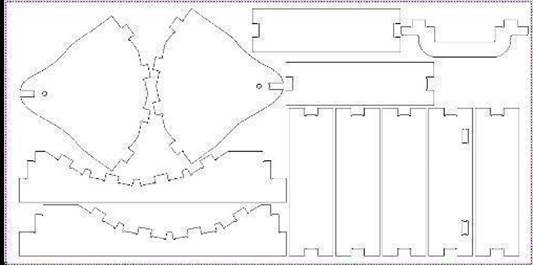
Figura 4
Proceso de la manufactura para la
fabricación de las piezas de madera

Partes de
las máquinas
En
esta sección se presentan en las siguientes tablas las partes de las máquinas, agrupados
en elementos estructurales, transmisión, sujeción/ unión y componentes
comerciales.
Tabla 1
Partes de la escarmenadora
|
Tipo
|
Material/componente
|
Descripción
|
Cantidad
|
|
Estructural
|
Perfil rectangular ISO 657/14 (3000 mm)
|
80x40x3 /
m
|
3
|
|
Perfil cuadrangular ISO 657/14 (1100 mm)
|
40x40x2.5
/ m
|
2
|
|
Perfil cuadrangular ISO 657/14 (2317.94
mm)
|
20x20x2 /
m
|
3
|
|
Perfil rectangular ISO 657-2 (600 mm)
|
30x20x3 /
m
|
1
|
|
Perfil rectangular ISO 657/14 (300 mm)
|
50x25x2.5
/ m
|
3
|
|
Taco de poliuretano perfil base
|
40mmx40mm
|
4
|
|
Transmisión
|
Rodamientos rígidos de bolas D20
|
SKF_6203-2Z
|
2
|
|
Elementos
de sujeción/ unión
|
Arandela
|
JB/T
87-1994 1 10-25
|
2
|
|
Tuerca hexagonal
|
ISO 8673
- M14 x 1.5
|
4
|
|
Arandela
|
JB/T
87-1994 1 15-25
|
2
|
|
Tuerca hexagonal
|
ISO 4017
- M4 x 12
|
8
|
|
Tornillo hexagonal autorroscante
|
IFI 502 -
4.8x1.6 x 30, HFHTSTBM
|
2
|
|
Tornillo
hexagonal
|
ISO 4017
- M4 x 40
|
16
|
|
Tuerca
hexagonal
|
ISO 4032
- M4
|
16
|
Tabla 2
Partes de la cardadora
|
Tipo
|
Material/componente
|
Descripción
|
Cantidad
|
|
Estructural
|
Plancha de madera
|
2mx2mx20mm
|
1
|
|
Transmisión
|
Rueda (polea) 1
|
7'
x 1A
|
1
|
|
Rueda (polea) 2
|
2
1/2 ' x 1A
|
3
|
|
Faja trapezoidal asíncrona
|
A45
/ 13X114
|
1
|
|
Elementos
de sujeción/ unión
|
Tornillo hexagonal ISO 4017
|
M14 x 100
|
2
|
|
Tuerca hexagonal ISO 4032
|
M14
|
2
|
|
Arandela plana ISO 7089
|
D14
|
4
|
|
Arandela plana ISO 7089
|
D10
|
8
|
|
Tornillo hexagonal ISO 4017
|
M10 x 50
|
4
|
|
Tuerca hexagonal ISO 4032
|
M10
|
4
|
|
Guarnición dentada 1
|
L 90m
|
1
|
|
Tornillo autorroscante ISO
7050
|
ST8 x 50 - C - H
|
4
|
|
Guarnición dentada 2
|
L 140m
|
1
|
|
Tornillo autorroscante ISO
7049
|
ST9.5 x 50 - C - H
|
4
|
Tabla 3
Partes de la hiladora
|
Tipo
|
Material/componente
|
Descripción
|
Cantidad
|
|
Estructural
|
Muelle de poliuretano D10 H30
|
40x40x2.9
/m
|
4
|
|
Plancha
AISI 304
|
1000x1000x2
|
1
|
|
Perfil en
L ISO 657-2 (3460 mm)
|
40x20x4
/m
|
4
|
|
Perfil
rectangular ISO 10799-2 (2800 mm)
|
40x20x2
/m
|
3
|
|
Perfil
cuadrangular ISO 657/14 (710 mm)
|
20x20x2
/m
|
1
|
|
Perfil
cuadrangular ISO 657-1 (800 mm)
|
20x20x3
/m
|
1
|
|
Transmisión
|
Rodamiento de inserción D20
|
SKF UCP
204
|
2
|
|
Rodamiento
Soporte de disco D20
|
SKF UCP
204
|
1
|
|
Elementos
de sujeción/ unión
|
Arandela
|
ISO 7089
- 6
|
12
|
|
Arandela
|
ISO 7089
- 10
|
16
|
|
Tornillo Hexagonal
|
ISO 4017
- M6 x 55
|
6
|
|
Tornillo Hexagonal
|
ISO 4017
- M10 x 90
|
4
|
|
Tornillo Hexagonal
|
ISO 4017
- M10 x 35
|
4
|
|
Tuerca Hexagonal
|
ISO 4032
- M6
|
6
|
|
Tuerca Hexagonal
|
ISO 4032
- M10
|
8
|
|
Componentes
comerciales
|
Servo motor
|
1/2 Hp
|
1
|
Diseño de
las máquinas
En
esta sección se presenta el diseño preliminar de las máquinas, se muestra que todos
los componentes están integrados en un sistema.
Figura 7
Vista isométrica de la hiladora

Características disgregadas de las máquinas
Para cada máquina se presenta los principales componentes
y como estos se relacionan entre sí.
- Escarmenadora
La
presente máquina es una escarmenadora que comprende de una estructura de
soporte lateral de madera (8) y se une a una base principal (1). Los elementos
extraños a la fibra de alpaca se reciben en la tapa de desecho (6), la
plataforma de la base (3) soporta a un ensamble de púas inferior mostrado en la
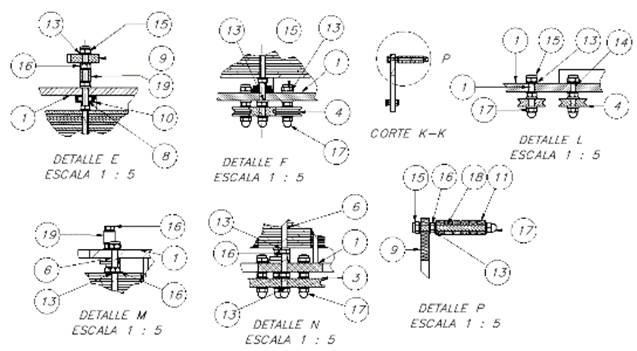
figura 8. El elemento número (9), en el balancín superior, se une al soporte
lateral de madera (8) mediante las uniones atornilladas tuerca (13), arandela
(11) y tornillo (12) ver figura 10. Las demás uniones entre los elementos se
muestran en los detalles AL y AM, se utilizan tornillos autoroscantes (10).
Figura 8
Partes de la escarmenadora superior
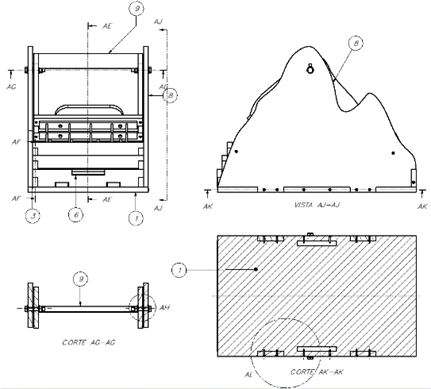
Figura 9
Partes de la escarmenadora sección
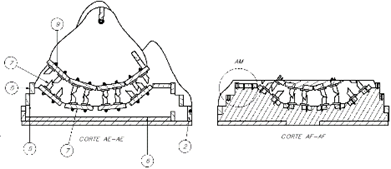
Figura 10
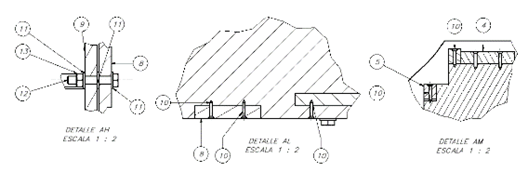 Detalle de las uniones
atornilladas
Detalle de las uniones
atornilladas
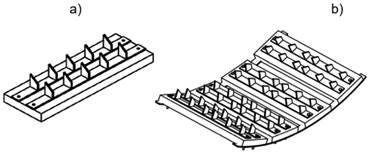
En la figura 11 se muestra el detalle del
ensamble inferior de púas (3), la parte b) de la figura 11 se muestra una vista
isométrica general del ensamble, donde se observa que está conformado por 4
unidades del elemento parte a). Este elemento parte a) de la tiene dispuesta
púas en un mismo sentido de manera que el ensamble de base inferior tenga todas
las púas en un mismo sentido. Por el lado contrario, las púas del balancín
parte superior tenga una disposición opuesta de púas (ver Figura 11).
Figura 11
Detalle del ensamble inferior
- Cardadora
En
la figura 12, se presenta la máquina cardadora manual, este sistema está
formado por los siguientes elementos principales: Un cilindro mayor (12) donde
la fibra se enrolla y se obtiene la cinta cardada, un cilindro menor (20) que
cumple la función de introducir fibra de alpaca al cilindro mayor (12). Una tapa
lateral de soporte (1) que une paralelamente los cilindros (12) y (20)
soportándose en el eje mayor (8) y menor (6) respectivamente. Los elementos que
conforman el ensamble de manija que acciona los cilindros de para el cardado
son manija (9), mano de agarre (11), eje de manija (18), y los elementos de
sujeción (15), (16) y (17). En la figura 14, se muestra el detalle del sentido
de los dientes de las guarniciones dentadas de los cilindros de cardado.
Los
momentos de fuerzas de los discos de las poleas (4) y (3) son transmitidas
mediante una faja síncrona que es traccionada manualmente mediante el ensamble
de manija. La base unión (5) es el elemento que permite unir los soportes (1)
de los cilindros, el elemento (5) soporta la plataforma de ingreso de fibra (7).
Los
elementos (21), (17), (16), (15) y (3) son elementos de sujeción que
proporcionan estabilidad a la cardadora. Siendo los que se muestran en los
detalles de la figura 15.
Figura 12
Vista isométrica de la cardadora
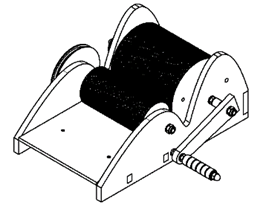
Figura 13
Detalle de la cardadora
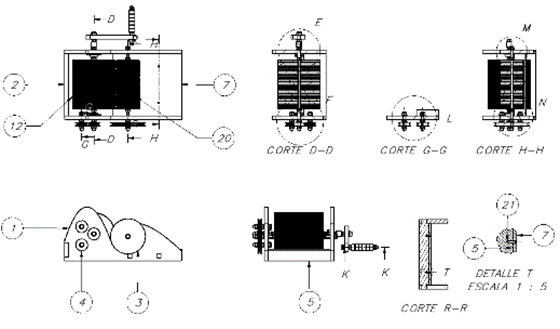
Figura 14
Detalle de los dientes entre los
cilindros

Figura 15
Detalle de sujeción de la cardadora
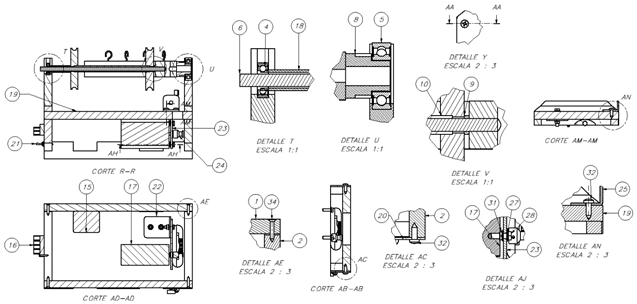
- Hiladora
La presente máquina es conocida como la hiladora, en la figura 16
se muestra una vista isométrica. Una de las principales partes de la máquina es
el soporte del eje hilador (3) (ver figura 17), este elemento soporta a los
rodamientos de inserción (5). Dichos soportes del eje (3) están unidos a la tapa
lateral (2) mediante las uniones atornilladas (26) que proporcionan estabilidad
en el hilado.
El soporte del eje del hilador (3) contiene al eje principal (3) de
transmisión de potencia que acciona el movimiento rotatorio del brazo hilador
(7). Sobre dicho eje se encuentra la polea de tracción (8) que esta
sincronizada con el motor (17). El motor (17) es controlado mediante un driver
de potencia (15), las revoluciones del brazo hilador (7) se regula mediante una
perilla que está conectado con el driver de potencia (15). En la figura 18, se
muestra un conector de energía (16) para suministrar energía mediante el panel
solar, también se muestra en switch de control (21) para activar el
funcionamiento de la hiladora.
La cinta cardada pasa por el agujero de la polea de tracción (8),
este se enrolla en el brazo hilador (7) y en el eje hueco de hilado (10). El
ensamble de los discos de hilado (11) (12) y el eje hueco (10) es desmontable,
a fin de obtener el cono hilado. Finalmente, toda la estructura de la hiladora
se apoya en los soportes (25) y (20).
Figura 16
Vista
isométrica de la hiladora
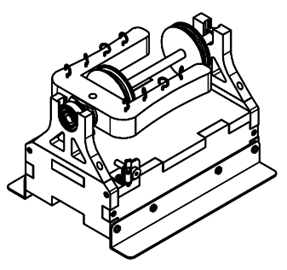
Figura 17
Detalle de los
elementos de la hiladora

Figura 18
Detalle de
los elementos de unión de la hiladora
Resultados
Producto
de la transformación de la fibra de alpaca se obtienen diferentes tamaños de títulos
que van desde la titulación 0 hasta el número 10, siendo este el máximo
intervalo posible de titulación que se puede obtener mediante el uso de las
máquinas de transformación de fibra construidas.
Función
de las máquinas
Las
máquinas de transformación de fibra de alpaca comprenden la escarmenadora, la
cardadora y la hiladora, cada máquina fue diseñado en mayor medida usando madera
prensada y la tecnología de manufactura digital sustractiva, el diseño optimo
final de cada una de ellas se explica a continuación:
La
escarmenadora cumple la función de limpiar la fibra de alpaca, la fibra
grasienta ingresa por la parte lateral y manualmente se mueve el mecanismo para
separar la fibra. En la parte inferior la máquina cuenta con una bandeja de
salida de elementos extraños a la fibra y merma residual.
La
cardadora cumple la función de uniformizar la fibra de alpaca, la fibra
escarmenada se ingresa por la parte inferior y manualmente se mueve la manija
hasta que la fibra quede enrollada en el tambor más grande. Luego, se separa la
fibra enrollada para obtener la cinta cardada.
Finalmente,
la hiladora tiene la función de torcer y retorcer la cinta cardada, se consideran
los cabos necesarios en el retorcido a fin obtener el hilo rústico deseado. La
cinta cardada ingresa manualmente a la hiladora y se gradúa la titulación y el torcido
que se necesita considerar.
Figura 19
Escarmenadora

Figura 20
Cardadora

Figura 21
Hiladora

Características
de las máquinas
El
rendimiento promedio del proceso de transformación de fibra de alpaca es como
se muestra en la tabla 4, para ello se consideró la operatividad de un artesano
con experiencia en transformación de fibra de alpaca. En la tabla 4, se
consideró el ingreso de 1kg de fibra de alpaca, los procesos de escarmenado y
cardado son los que generan mayor merma residual en las máquinas, al final de
los procesos se logró obtener como producto final hilo rústico 0.9 kg que
representa el 90% de la fibra de alpaca ingresada.
Tabla 4
Merma de
transformación de fibra de alpaca
|
Proceso
|
% Utilizado
|
% Merma
|
|
Escarmenado
|
97%
|
3%
|
|
Cardado
|
95%
|
5%
|
|
Hilado
|
98%
|
2%
|
|
Resultado
Fibra transformada
|
97%
|
3%
|
Las máquinas de transformación de fibra de alpaca prototipadas
tienen diferentes capacidades de producción, es decir no existe un constante
flujo de materia prima entre los procesos. Según los datos de la tabla 5, se
muestra el número de máquinas necesarias para producir un promedio de 5kg de
hilo artesanal por día en forma continua. Además, se calcula un índice de rendimiento
en términos de costo necesario de todo el equipo y cantidad de fibra de alpaca
transformada para toda la cadena de transformación, este valor obtenido a
partir de la tabla 5 es 2.78 (soles/kg).
Tabla 5
Capacidad de producción de la línea de transformación
de fibra de alpaca
|
Máquina
/ Características
|
Capacidad
kg / 8 horas de trabajo
|
No
de máquinas
|
Capacidad
total (kg/día)
|
Costo
unitario
|
Subtotal
|
|
Escarmenadora
|
5.0
|
1
|
5.0
|
S/ 1,200.00
|
S/ 1,200.00
|
|
Cardadora
|
2.9
|
2
|
5.8
|
S/ 2,000.00
|
S/ 4,000.00
|
|
Hiladora
|
0.95
|
5
|
4.7
|
S/ 1,800.00
|
S/ 9,000.00
|
|
Promedio
capacidad de producción de hilo artesanal (kg / 8 horas de trabajo)
|
5.1
|
Costo
total (s/.)
|
S/ 14,200.00
|
|
Costo
de la transformación de la fibra de alpaca (soles/kg) en una jornada de 8
horas de trabajo
|
2.78 k
|
Discusión
En
esta sección se realiza la comparación de las máquinas de transformación de
fibra de alpaca para cada proceso (escarmenado, cardado e hilado) con otras
alternativas; se considera que las máquinas sean similares o tengan el mismo
principio de funcionamiento. En la tabla 6, se muestra una comparación de las capacidades
de producción, el material de fabricación, el costo del producto, el suministro
de energía y el rendimiento de transformación. Según la tabla 6, se observa que
la escarmenadora de la propuesta de solución (opción 1) y la opción 2 tienen
similares capacidades de producción, siendo estas las opciones menos costosas
con respecto a la alternativa 3. Aunque la propuesta de solución 1 y la opción
2 estén fabricados en madera, el costo de la máquina de la opción 1 es más
barata, debido a que esta fue fabricada utilizando la manufactura digital sustractiva
(industria 4.0) en madera prensada. La opción 3 es una máquina escarmenadora
con la mayor capacidad de producción entre las opciones. Sin embargo, sus
características se alinean más a una producción semiindustrial, ya que dicha
máquina necesita de suministro de energía eléctrica estándar.
Tabla 6
Cuadro comparativo de máquinas
escarmenadoras
|
Característica \ Máquina
|
Propuesta de solución
|
(Almanza Lurita, s. f.)
|
(Sanchez Jimenez, 2021)
|
|
Opción 1
|
Opción 2
|
Opción 3
|
|
Capacidad (kg/ 8 horas de
trabajo)
|
5
|
4.8
|
16
|
|
Material
|
Mayormente en madera prensada y púas
metálicas
|
Mayormente en madera roble
|
Metal mecánico
|
|
Costo
|
S/ 1,200.00
|
S/ 6,000.00
|
S/ 20,143.00
|
|
Energía
|
100% mecánico (manual)
|
100% mecánico (manual)
|
Suministro eléctrico 220 v
|
|
Rendimiento (%)
|
97
|
96.9
|
95
|
En
la tabla 7, se realiza la comparación de las máquinas cardadoras que tienen el
mismo principio de funcionamiento, siendo la propuesta de solución la opción 1
que tiene las mejores características en cuanto a costo, respecto a las
características de rendimiento y energía eléctrica la opción 1 y 2 son
similares, entonces la alternativa 1 es la que mejor equilibrio técnico
económico posee entre las alternativas de la tabla 7. La opción 3 y 4 son
máquinas de mayor capacidad de producción y necesitan de suministro de energía
eléctrica, estas alternativas de solución no serían las más óptimas para
obtener hilo rustico.
Tabla 7
Cuadro comparativo de máquinas
cardadoras
|
Característica
\ Máquina
|
Propuesta de solución
|
(Almanza Lurita, s. f.)
|
(Quispe Alanoca & Quispe Alanoca,
s. f.)
|
(Susan’s Fiber, s. f.)
|
|
Opción 1
|
Opción 2
|
Opción 3
|
Opción 4
|
|
Capacidad (kg/ 8 horas de
trabajo)
|
2.9
|
2.8
|
8
|
*
|
|
Material
|
Mayormente en madera prensada y
púas metálicas
|
Madera roble y púas metálicas
|
ASTM A36 y SAE 1045
|
Mayormente en madera
|
|
Costo
|
S/ 2,000.00
|
S/ 6,000.00
|
S/ 4,074.00
|
S/ 9,199.00
|
|
Paños
|
20cm x 19cm
|
30 cm x 60cm
|
*
|
31cm x 35xm
|
|
Energía
|
100% mecánico (manual)
|
100% mecánico (manual)
|
Suministro eléctrico 220 v
|
Suministro eléctrico 110/220 v
|
|
Rendimiento (%)
|
95
|
93.8
|
95
|
*
|
En
este último proceso de hilado, en la tabla 8, se realiza la comparación de las
máquinas hiladoras, destacando la propuesta de solución la opción 1, debido a
que tiene una mejor capacidad de producción y es económicamente rentable
respecto a las demás alternativas. Respecto al suministro de energía eléctrica
en las máquinas hiladoras, estas deben ser manuales o sustentadas por una
fuente energética renovable, por consiguiente, la propuesta de solución opción
1 es la más apropiada.
Tabla 8
Cuadro comparativo de máquinas
hiladoras.
|
Característica\Máquina
|
Propuesta de solución
|
Hiladora
(Almanza Lurita, s. f.)
|
(Susan’s Fiber, s. f.)
|
|
Capacidad (kg/ 8 horas de
trabajo)
|
0.95
|
0.7
|
*
|
|
Material
|
Madera prensada y piezas impresas
en ABS
|
Mayormente en madera roble
|
Mayormente en madera
|
|
Costo
|
S/ 1,800.00
|
S/ 6,500.00
|
S/ 4,832.25
|
|
Energía
|
Suministro eléctrico panel solar
|
Suministro eléctrico 110/220 v
|
Suministro eléctrico 110/220 v
|
|
Rendimiento (%)
|
98
|
99.1
|
*
|
En
la tabla 9 y 10, se muestra una comparación entre las dos alternativas de
solución que destacaron más la evaluación de características técnicas y económicas.
Aun cuando dicha evaluación técnica económica entre las máquinas nos indicaba
que alternativa de solución es la más viable, también, es necesario considerar
el factor de recursos humanos ya que están serán usadas manualmente. Para
efectos de la comparación de las dos propuestas (tabla 9 y 10) se calculó un Índice
de Comparación (IC) en términos del costo de inversión del equipo por kg de
fibra transformada.
Tabla 9
Cuadro de cálculo del Índice de
Comparación (IC) de la propuesta de solucion1
|
Característica
|
Propuesta de solución de la
presente investigación
|
|
Máquinas
|
Capacidad
(kg/ 8h)
|
No máquinas
|
Capacidad total (kg/ 8h)
|
Precio unitario
|
RRHH remuneración
|
RRHH
cantidad
|
Subtotal
(Máquinas + RRHH)
|
|
Escarmenadora
|
5
|
1
|
5.00
|
S/ 1,200.00
|
S/ 1,025.00
|
1
|
S/ 2,225.00
|
|
Cardadora
|
2.9
|
2
|
5.80
|
S/ 2,000.00
|
S/ 1,025.00
|
2
|
S/ 6,050.00
|
|
Hiladora
|
0.95
|
5
|
4.75
|
S/ 1,800.00
|
S/ 1,025.00
|
5
|
S/ 14,125.00
|
|
Capacidad promedio de producción
(kg/ 8h)
|
5.18
|
Costo total de Maquinas + RRHH
|
S/ 22,400.00
|
|
Índice de Comparación (IC) en
términos de costo y cantidad de fibra transformada (soles / kg)
|
4.3 k
|
Tabla 10
Cuadro de cálculo del Índice de Comparación
(IC) de las máquinas de Almanza Lurita (s. f.)
|
Característica
|
(Almanza Lurita, s. f.)
|
|
Máquinas
|
Capacidad
(kg/ 8h)
|
No
máquinas
|
Capacidad
total (kg/ 8h)
|
Precio
unitario
|
RRHH
remuneración
|
RRHH
cantidad
|
Subtotal
(Máquinas + RRHH)
|
|
Escarmenadora
|
4.8
|
1
|
4.80
|
S/ 6,000.00
|
S/ 1,025.00
|
1
|
S/ 7,025.00
|
|
Cardadora
|
2.8
|
2
|
5.60
|
S/ 6,000.00
|
S/ 1,025.00
|
2
|
S/ 14,050.00
|
|
Hiladora
|
0.7
|
6
|
4.2
|
S/ 6,500.00
|
S/ 1,025.00
|
6
|
S/ 45,150.00
|
|
Capacidad
promedio de producción (kg/ 8h)
|
4.87
|
Costo total
de Máquinas + RRHH
|
S/ 66,225.00
|
|
Índice de
Comparación (IC) en términos de costo y cantidad de fibra transformada (soles
/ kg)
|
13.5 k
|
De la
tabla 9, se tiene que el valor del Índice de Comparación (IC) para la propuesta
de solución 1 del presente proyecto de investigación es 4.3 k soles / kg fibra
de alpaca transformada. Por otro lado, a partir de la tabla 10 se obtiene que
el valor del Índice de Comparación (IC) es 13.5 k soles / kg fibra de alpaca
transformada. Por lo tanto, comparando los índices (IC) entre las dos
alternativas presentadas en la tabla 9 y 10 se observa que el índice de la
propuesta 1 es la más viable considerando los recursos humanos y el costo del
equipo. Finalmente, en trabajos futuros se espera que la línea de transformación
de fibra de alpaca, en una producción de hilo rústico, sea continua en los
procesos de escarmenado, cardado e hilado, es decir, la producción de los
procesos debe ser automatizada.
Conclusiones
·
Las máquinas de transformación de fibra de alpaca
construidas mediante la manufactura digital abaratan los costos de inversión de
los equipos y aumentan la capacidad de producción de hilo rústico para los productores
y transformadores primarios de la cadena de valor textil de camélidos. El costo
total de inversión de las máquinas de transformación es 5 mil soles, este
paquete de máquinas (una escarmenadora, una cardadora y una hiladora)
representa una propuesta más económica en comparación de las actuales opciones
ya existentes en el mercado.
·
La escarmenadora soluciona el problema del abatanado y la relativa
contaminación del vellón de fibra de alpaca que surge por las carencias de las
buenas prácticas de esquila y el nivel artesanal empleado; además, permite la
separación de fibras, los que permite obtener un hilado de mejor calidad.
·
La cardadora soluciona el problema de la variación no deseada en la
paralelización de la fibra de alpaca, es decir cumple la función de desenredar
y uniformizar la fibra para convertirlo en una sola red. Además, soluciona las
irregularidades formadas en el proceso de escarmenado.
·
La hiladora soluciona el problema del tiempo de hilado artesanal
con p’ushka y las irregularidades formadas en el proceso de transformación de
la fibra de alpaca de la cinta cardada al hilado rústico. Además, permite
obtener hilados de diferentes títulos y uniformizado.
·
En el diseño definitivo final de las máquinas
de transformación de fibra de alpaca se incluyó la cosmovisión andina de los
lugares que proceden los productores y transformadores, según la forma del diseño
obtenido la máquina escarmenadora representa Machupichu, la máquina cardadora
representa el nevado de Ausangate y la máquina hiladora representa la laguna Piura
y en Chinchero.
Agradecimientos
e información de financiamiento
Agradecemos al CITE textil camélidos cuscos por prestar sus
instalaciones para el desarrollo de las pruebas y al equipo de FabLab
iFurniture por apoyo en el diseño y fabricación de los prototipos Vaneza
Caycho Ñuflo y Luis Miguel Rodríguez.
Contribución de autoría
José
Mauricio Díaz Jurado, coordinación, ejecución y desarrollo de la metodología
del proyecto de investigación.
Raúl
Valdivia Saravia, descripción de los procesos de transformación de fibra de
alpaca.
Carlos
Alberto Aldahir Romaní Yerrén, corrección y estado del arte
Jhordan
Berrocal Cueto, análisis, corrección y redacción.
Conflictos de interés
No existen conflictos de intereses.
Referencias
bibliográficas
Alexandre, B., Salguero, J.,
Peralta-Alvarez, M.-E., Aguayo-Gonzalez, F., & Ares, E. (2017). Aplicación de las tecnologías de la industria
4.0 al diseño y fabricación de productos artesanales. DYNA - Ingeniería e
Industria, 92(4), 435–441. https://doi.org/10.6036/8169
Almanza Lurita, I. (2020). Desarrollo
y aplicación de herramientas de Lean Manufacturing y de innovación para la
mejora en el proceso de fabricación artesanal de hilo de fibra de alpaca en las
comunidades alpaqueras del Perú [Tesis de Ingeniero, Universidad Nacional
Mayor de San Marcos]. https://hdl.handle.net/20.500.12672/11705
Lasi, H., Fettke, P., Kemper, H. G.,
Feld, T., & Hoffmann, M. (2014). Industry 4.0. Business & information systems
engineering, 6(4), 239-242. https://doi.org/10.1007/s12599-014-0334-4
Dibós, M. E. S. & Garavito, C.
(2017). La memoria del tejido: arte textil e identidad cultural de las
provincias de Canchis (Cusco) y Melgar (Puno). Soluciones Prácticas.
Quispe Alanoca, R. E. & Quispe
Alanoca, J. D. (2019). Evaluación, diseño y construcción de una cardadora
con motor de 1/2 hp para procesamiento de fibra de alpaca en la región Puno
[Tesis de Ingeniero, Universidad Nacional Del Altiplano]. http://repositorio.unap.edu.pe/handle/UNAP/10952
Susan’s
Fiber.
(s. f.). NEW Ashford E-Carder 30. https://www.susansfiber.com/products/new-ashford-e-carder-30
Sánchez, E., Oviedo, N., Banda, L.,
Guerra, K., Burbano, N. & Godoy, D. (2021). Transformación de residuos
textiles en fibras, mediante la construcción de una máquina desfibradora de
tejidos textiles. Ecuadorian
Science Journal,
5(3), 73-83. https://doi.org/10.46480/esj.5.3.145
Sanchez Jimenez, J. J.
(2021). Propuesta de diseño
de una máquina semi industrial de apertura para la etapa de preproducción para
la obtención de hilo a partir de fibra de alpaca. [Tesis de Ingeniero,
Universidad de Lima]. https://hdl.handle.net/20.500.12724/13813